歡迎進入山東宇特金屬製有(yǒu)限(xiàn)公司(sī)網站!
與時俱進,誠贏客戶
十(shí)年金屬製品(pǐn)製造廠(chǎng)家
全國(guó)服務熱線15020639997
全國(guó)服務熱線15020639997
1、清洗:先用(yòng)丙酮等揮發性(xìng)清洗劑擦(cā)洗(xǐ)焊縫位置(zhì)及(jí)附近50mm區域,除去油汙、油漆等汙垢,然後用清水衝洗幹淨。
2、用不鏽鋼絲刷或鋼絲(sī)輪、刮刀去除表麵氧化膜。 需要注意的是,這裏禁止用砂(shā)輪打磨,以免砂輪上的砂子陷入鋁合金中。
3、焊件清理完畢後,需在4小時內(nèi)進行焊接。 如果超過時間,則需要重新清洗。 同時(shí)使用環境應滿(mǎn)足:相對濕度≤80%,環境溫度高於5℃。
1、定位與分組
焊件裝(zhuāng)配室(shì)內,裝配間(jiān)隙應嚴格按照要求設置,錯(cuò)位(wèi)應小於1mm。
2、焊接前預熱
焊前預熱至100~200℃。 可以使用氣焊(hàn)槍或氣割槍(qiāng)進行加熱。 最好采用中性火焰或微碳化火焰,並盡(jìn)量(liàng)從(cóng)兩側氧化加熱,以減少氧化。 預熱後,用(yòng)不鏽鋼絲刷(shuā)清潔(jié)。 汙(wū)垢。
3.焊接
3.1 點焊
使用交流氬弧焊機(jī)時,焊接參(cān)數應一致,點焊固定(dìng),兩人相對位置同時焊接。 應安裝起弧、滅弧板,起弧、滅弧點應在起弧(hú)、滅弧板上。 完(wán)整以避免缺陷。
3.2 正常焊接
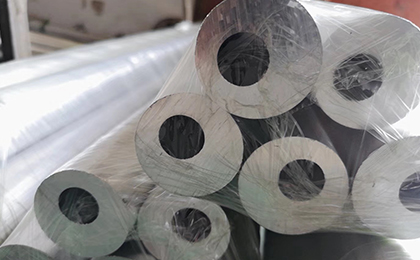
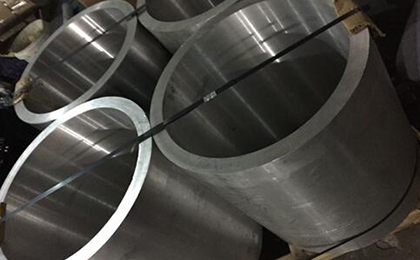
由於焊接鋁管加工時存在(zài)裝(zhuāng)配間隙,如果采(cǎi)用單麵焊(hàn)接,很(hěn)容易無法將背麵保護到位。
1)兩台焊機在接頭同一部位正反麵進行焊接(如上圖所示),方向相(xiàng)同,焊接速度相同; 必(bì)須在起弧板上起弧和滅弧,禁止在焊件或非焊接件上起弧(hú)和滅弧。 放(fàng)置(zhì)直接圓弧。
2)焊工在正麵加焊絲,在背麵不加焊(hàn)絲,焊縫正反麵一次成型;
3)要求兩側焊工操作同步,焊接(jiē)參數一致。
4)焊(hàn)接過程中,若鎢(wū)極接觸到焊(hàn)絲或熔池金屬,應(yīng)立即停止焊接(jiē),除去與鎢極接觸的金屬後(hòu),方可重新施焊。
由於熔池(chí)兩側始終受到氬氣保護,因此避免了氣孔的產生。 同時具有正(zhèng)反麵焊縫美觀(guān)、焊接(jiē)效率高的優點。
4、焊後檢查
焊接(jiē)後對焊縫進行(háng)目視檢查。 不應有裂(liè)紋、未熔合、氣(qì)孔、焊縫毛刺等缺陷,然後進行100%射(shè)線探傷,應符合二級標準。
手機:15020639997
聯係人:付經理
熱線電話:0635-8881033
郵箱:15020639997@163.com
地址:山東聊城東昌(chāng)府區振興東(dōng)路2-3號

微(wēi)信掃一掃(sǎo)
聯係電話